



热喷涂技术及应用
㈠热喷涂的定义
热喷涂是利用热源讲喷涂材料加热到熔化或半融化状态,用高速气流将其雾化并喷射到基体表面形成涂层的技术。热喷涂技术在普通材料的表面上,制造一个特殊的工作表面,使其达到:防腐、耐磨、减摩、抗高温、抗氧化、隔热、绝缘、导电、防微波辐射等一系多种功能,使其达到节约材料,节约能源的目的,我们把特殊的工作表面叫涂层,把制造涂层的工作方法叫热喷涂。
㈡热喷涂基本原理
⒈热喷涂的基本过程
①喷涂材料被加热到熔化或半融化状态
②喷涂材料的熔滴被雾化
③雾化或软化的微细颗粒喷射飞行
④微小颗粒撞击基体表面并形成涂层
⒉涂层的结构
热喷涂涂层是由燃烧火焰或等离子热源将某种材料加热至熔化或热塑性状态,形成一簇高速的熔态粒子流(熔滴流),熔滴依次撞击基体或已形成的涂层表面,经过粒子的横向流动扁平化、急速凝固冷却、不断堆积起来而形成的。
由于热喷涂涂层为典型的层状结构,所以涂层的性能具有方向性。在垂直和平行涂层为向上的性能有显著的差异。对涂层进行适当地处理和重熔,既可以使层状结构转变为均质结构,还可以消除层状中的氧化物夹杂和气孔。
⒊涂层的结合方式
涂层的结合包括涂层与基体表面的结合和涂层内聚的结合。前者的结合强度称为结合力。后者的结合强度称为内聚力。
涂层的一般结合方式有三种:
①机械结合 熔融态的粒子撞击基体表面并快速冷却凝固时,会因收缩而咬住高低不平的基体部分,形成了机械结合。
②物理结合 借助于分子(原子)之间的范德华力是喷涂层附着于基体表面的结合方式。
③冶金结合 当熔融的微细颗粒高速撞击基体表面是时,涂层和基体界面出现扩散和合金化时的一种结合方式。
⒋涂层的残余应力
一般情况下,热喷涂涂层存在着明显的残余应力。当熔融颗粒高速碰撞碰撞基体表面,在产生形变的同时快速冷却凝固,这时会在颗粒内部产生张应力,而在基体表面产生压应力。
㈢热喷涂的分类和特点
⒈热喷涂的分类
热喷涂根据不同的标准有不同的分类:
(1)按喷涂材料的性质不同,热喷涂可分为金属喷涂、陶瓷喷涂、塑料喷涂等
(2)按喷涂材料的形状不同,热喷涂可分为粉末喷涂、丝材喷涂、棒材喷涂等
(3)按喷涂热源的性质不同,热喷涂可分为气体燃烧火焰喷涂、电弧喷涂、等离子喷涂、激光喷涂等
表1 几种热喷涂技术的参数对比
喷涂方法 | 火焰温度℃ | 粒子速度m/s | 结合强度N/mm2 | 气孔率 % | 喷涂效率Kg/h | 相对成本 |
火焰喷涂 | 3000 | 30-180 | 8-12 | 10-30 | 2-6 | 1 |
爆炸喷涂 | 3000 | 800-1200 | >70 | 0.1-1 | 1 | 4 |
高速火焰喷涂 | 2500-3100 | 500 | 70-110 | <10 | 1-5 | 2-3 |
电弧喷涂 | 4000-6000 | 250 | 15-25 | 10-20 | 10-25 | 2 |
等离子喷涂 | 20000-30000 | 200-800 | 50-80 | <10 | 2-10 | 4 |
⒉热喷涂的特点
设备轻便,可现场施工。工艺灵活、操作程序少。可快捷修复,减少加工时间。适应性强,一般不受工件尺寸大小及场地所限。、涂层厚度可以控制。除喷焊外,对基材加热温度较低,工件变形小,金相组织及性能变化也较小、适用各种基体材料的零部件、几乎可在所有的固体材料表面上制备各种防护性涂层和功能性涂层。
从热喷涂技术的原理及工艺过程分析,热喷涂技术具有以下一些特点.
①由于热源的温度范围很宽,因而可喷涂的涂层材料几乎包括所有固态工程材料,如金属,合金,陶瓷,金属陶瓷,塑料以及由它们组成的复合物等. 因而能赋予基体以各种功能(如耐磨,耐蚀,耐高温,抗氧化,绝缘,隔热,生物相容,红外吸收等)的表面.
②喷涂过程中基体表面受热的程度较小而且可以控制,因此可以在各种材料上进行喷涂(如金属,陶瓷,玻璃,布疋,纸张,塑料等),并且对基材的组织和性能几乎没有影响,工件变形也小.
③设备简单,操作灵活,既可对大型构件进行大面积喷涂,也可在指定的局部进行喷涂;既可在工厂室内进行喷涂也可在室外现场进行施工.
④喷涂操作的程序较少,施工时间较短,效率高,比较经济. 随着热喷涂应用要求的提高和领域的扩大,特别是喷涂技术本身的进步,如喷涂设备的日益高能和精良,涂层材料品种的逐渐增多,性能逐渐提高,热喷涂技术近十年来获得了飞速的发展,不但应用领域大为扩展,而且该技术已由早期的制备一般的防护涂层发展到制备各种功能涂层;由单个工件的维修发展到大批的产品制造;由单一的涂层制备发展到包括产品失效分析,表面预处理,涂层材料和设备的研制,选择,涂层系统设计和涂层后加工在内的喷涂系统工程;成为材料表面科学领域中一个十分活跃的学科.并且在现代工业中逐渐形成 象铸,锻,焊和热处理那样的独立的材料加工技术.成为工业部门节约贵重材料,节约能源,提高产品质量,延长产品使用寿命,降低成本,提高工效的重要的工艺手段,在国民经济的各个领域内有了越来越广泛的应用.
㈣热喷涂的工艺原理
火焰喷涂
火焰喷涂技术作为一种新的表面防护和表面强化工艺 ,在近2 0年里有了迅速发展 ,已成为金属表面工程领域中一个十分活跃的分支。火焰喷涂是利用可燃性气体比如乙炔、丙烷与氧气燃烧的火焰作为热源,将喷涂材料加热到熔化或接近熔化状态,辅助性气体比如氮气或压缩空气将其喷射到基体表面形成涂层[4]。
火焰喷涂技术的基本特点是:①一般金属、非金属基体均可喷涂,对基体的形状和尺寸通常也不受限制,但小孔目前尚不能喷涂;②涂层材料广泛,金属、合金、陶瓷、复合材料均可为涂层材料,可使表面具有各种性能,如耐腐蚀、耐磨;耐高温、隔热等:③涂层的多孔性组织有储油润滑和减摩性能,含有硬质相的喷涂层宏观硬度可达450HB,喷焊层可达65HRC;④火焰喷涂对基体影响小,基体表面受热温度为200~250℃,整体温度约70℃~80℃,故基体变形小,材料组织不发生变化。
火焰喷涂技术的缺点:①喷涂层与基体结合强度较低,不能承受交变载荷和冲击载荷;②基体表面制备要求高;③火焰喷涂工艺受多种条件影响,涂层质量尚无有效检测方法。
在超音速火焰喷涂的基础上,美国Verstak A和Baranovski V相继开发了HVAF Arc和AC-HVAF。HVAF-Arc是一种集常规电弧喷涂和超音速火焰喷涂的一种新技术,工作原理图如下。采用燃料和空气混合气燃烧产生的超音速气流雾化电弧熔化的粒子并对粒子进行加速,使熔融的高速粒子喷射到基体表面形成致密的涂层。通过控制燃料和空气的比例,使用过量的燃料可以防止粒子在飞行过程中被氧化,提高涂层的质量[5]。
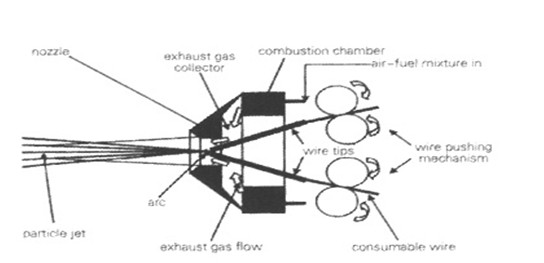
图1 HVAF Arc工作原理示意图
AC—HVAF(Activated Combustion HVAF)喷枪由主燃烧室和次燃烧室组成。主燃烧室包括混合腔、反应燃烧室、内喷嘴以及送粉嘴构成;次燃烧室主要由外喷嘴、次级燃料和压缩空气组成。喷涂粉末被轴向送入到燃烧室和喷嘴中加热加速。其工作原理如图2所
AC-HAVF是为制备高致密度、无氧化的金属和金属碳化物涂层而开发的,其特点是喷涂过程中粒子被加热但不熔化,而且喷涂粒子有很高的速度,制备的涂层有很强的耐磨性,低的残余应力以及较高的趁机效率。
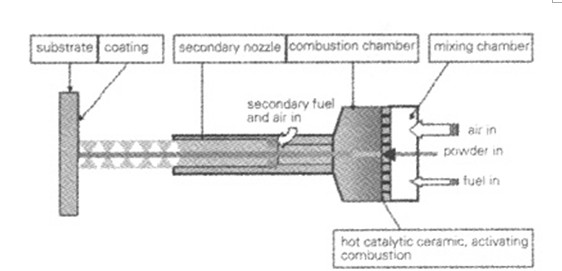
图2 AC-HAVF示意图
电弧喷涂
电弧喷涂的概念及特点
电弧喷涂是将两根被喷涂的丝或线状导电材料作自耗性电极, 利用它们之间产生的电弧能量近熔化电极材料, 用高速压缩空气雾化并将其喷射到基材上的一种热喷涂方法。
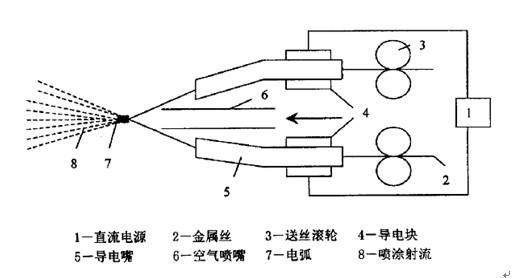
图3 电弧超音速喷涂的示意图
电弧喷涂以电弧为热源, 因此要求喷涂的材料须能导电, 通常只能是金属材料。不导电的陶瓷材料就难于进行电弧喷涂, 这是其应用上的局限性, 但是电弧喷涂具有其突出的优点, 归纳起来有如下几点:
(1)获得的涂层与基材的结合强度较高, 一般为火焰喷涂涂层的1.5-2.5倍。这是因为熔粒温度高、喷涂粒子变形量大的原因。在某些情况下如在钢基材上进行电弧喷铝时还可在界面上产生微区扩散的冶金结合组织, 使涂层结合强度大大提高。
(2) 喷涂效率高。喷涂效率指单位时间喷涂的金属重量, 它随电弧电流增大而增大电弧喷涂的效率可以比线材火焰喷涂的效率提高2-6倍。
(3) 能量利用率高。等离子喷涂的能量利用率为4%-12%, 火焰喷涂为5%-13%, 而电弧喷涂高达57%-67%。
(4) 经济效益好。与所有其它热喷涂方法相比, 电弧喷涂的成本低, 其设备简单, 投资费用不到等离子喷涂法的1/3。由于能量利用率高以及我国的电能要比氧和乙炔等原料便宜得多等原因, 其操作成本可达到仅为火焰喷涂的1/10。
(5) 容易实现自动化。
(6) 安全。使用电和压缩空气, 不用氧气、乙炔等易燃气体, 其安全性大大提高。
电弧喷涂的应用
1.重大件的修复:轴类零件修复、造纸烘钢的修复、航天发动机的修复。航空发动机。过去一直用等离子喷涂法, 现在, 电弧喷涂已经打人航空这一热喷涂的主要市场并取得了巨大经济效益。
2.耐磨涂层:如在铝制的圆形制动盘外喷涂铁基材料并注射石墨粉可获得耐磨的复合涂层。
3.特殊功能涂层:例如电磁屏蔽涂层。在塑料机壳表面电弧喷Zn或Cu/Ni能起到屏蔽效果,后一种抗电磁干挠效果好且稳定, 还能隔热、阻燃、耐磨、耐冲击力。
4.填平和修补焊缝缺陷
美国TAFA公司和通用汽车公司合作开发了电弧喷涂在这方面的应用技术。美国福特公司应用这种技术每年节约了不少成本。
等离子喷涂
等离子喷涂的概念及特点
常规状态下原子是呈电中性的,气体在常温状态下也是不导电的,但是如果外界通过改变条件给予气体分子或原子分子以相当的能量时,就会造成电子脱离原子成为自由电子而带正电荷,这就是所谓的气体产生电离的现象,这也就是等离子喷涂的等离子体和等离子弧的产生原理。
等离子喷涂是一种材料表面强化和表面改性的技术,可以使基体表面具有耐磨、耐蚀、耐高温氧化、电绝缘、隔热、防辐射、减磨和密封等性能。等离子喷涂是通过等离子喷枪来实现的,喷枪的喷嘴和电极分别接电源的正极和负极,喷嘴和电极之间通入工作气体,借助高频火花引燃电弧,电弧将气体加热并产生电离,产生等离子弧,气体热膨胀由喷嘴喷出产生等离子流,送粉气管将粉末送人等离子射流中,被加热到熔融状态,在由等离子射流加速,以一定的速度喷射到经过预处理基体的表面上形成涂层。
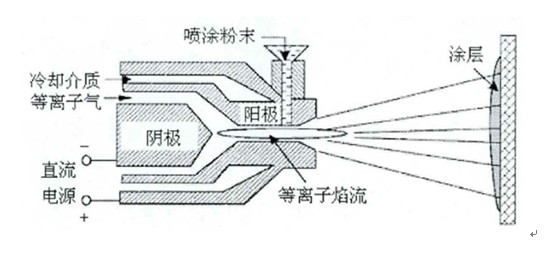
图4 等离子喷涂的工作原理图
等粒子喷涂技术是继火焰喷涂之后大力发展起来的一种新型多用途的喷涂方法,它具有:①高温特性,便于进行高熔点材料的喷涂。②喷射粒子的速度高,涂层致密,粘结强度高。③由于使用惰性气体作为工作气体,所以喷涂材料不易氧化。
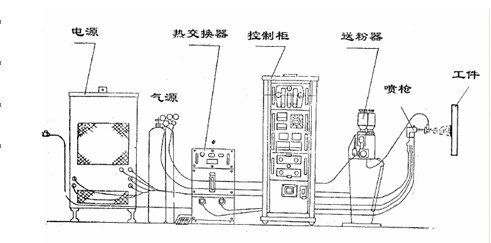 |
图5等离子设备图
等离子喷涂的新技术
传统的等离子喷涂方法包括大气等离子喷涂、保护气体等离子喷涂、低压或真空等离子喷涂、水稳等离子喷涂等等,随着科技的发展和技术的日益完善,人们已研究出三阴极等离子喷涂、高能等离子喷涂、微弧等离子喷涂和悬浮等离子喷涂等新技术。下面简要介绍一下这几种新技术。
① 三阴极等离子喷涂
喷枪由3个阴极和由几个被绝缘的环体串联组成的喷嘴组成, 只有离阴极相对远的末尾一个环体作为阳极工作。由于从3个阴极到同一个阳极产生的3个独立电弧的长度稳定不变, 3束等离子射流在汇流腔内汇聚成一束主等离子流, 形成空心管状射流从喷嘴喷出, 从而产生了稳定的等离子喷射[7]。
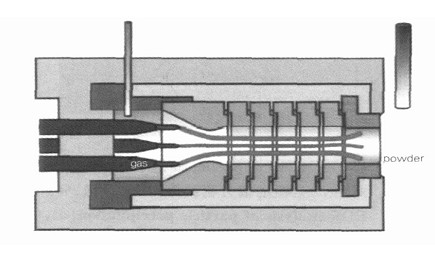
图6 三阴极等离子喷涂示意图
三阴极等离子喷涂的特点是稳定性有明显改善, 可以进行均质粉末加工, 并有较高的沉积率和送粉率。
② 高能等离子喷涂
高能等离子喷涂是为满足陶瓷材料对涂层密度和结合强度以及喷涂效率的更高需求而开发的一种高能、高速的等离子喷涂技术, 其特点是在电弧电流与普通大气等离子喷涂相当的条件下, 利用较高的工作电压(可达几百伏)提高功率, 并采用更大的气体流量来提高射流的流速。
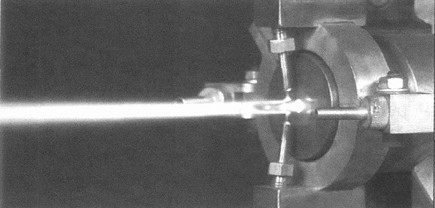
图7 100HE高能等离子喷枪
③ 悬浮式送粉等离子喷涂
悬浮式送粉等离子喷涂是一种采用液料送粉方式, 可直接喷涂纳米粉末且可以形成超薄纳米涂层的新型喷涂技术传统的非团聚喷涂粉末粒子半径须大于10µm, 涂层厚度一般大于125µm。悬浮等离子喷涂采用液料为介质, 使用分散剂将粒子分散在液料中(液料一般为酒精)行成悬浮液, 通过液料送粉器将悬浮液送入到等离子弧中, 液料溶剂迅速蒸发, 溶剂中的粉末被等离子弧加热熔化喷射到基体上形成涂层。这种方式克服了喷涂粒子半径的限制, 不仅实现了非团聚的纳米粉末直接进行喷涂, 而且可制备涂层厚度仅25µm 的超薄涂层 。
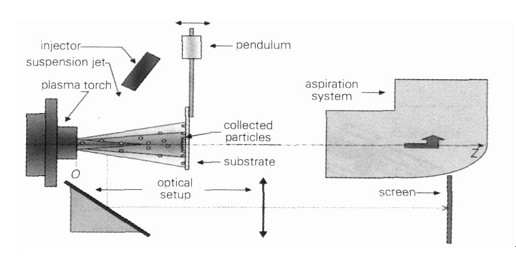
图8悬浮式送粉等离子喷涂示意图
④ 反应等离子喷涂
反应等离子喷涂是对真空等离子喷涂进一步改进的结果,该方法在真空等离子喷涂过程中,在喷嘴出口处的等离子射流中加入反应气体(如N2),反应气体与加热中的喷涂颗粒相互作用,进而有了新的生成物。
例如,用这种方法可以获得TiN涂层,它是靠喷涂钛粉和注入N2反应后有的,其工作原理如图所示。TiN具有高熔点、高硬度、耐磨、耐蚀等特点,并且还具有优良的导电性和超导性。
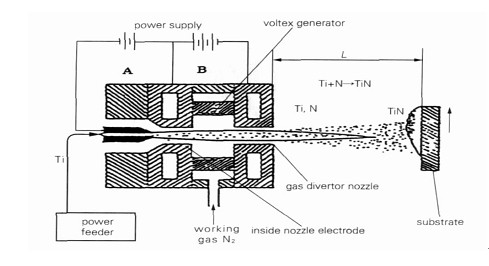
图9 反应等离子喷涂示意图
反应等离子喷涂制备 TiN涂层克服了传统的物理或者化学气相沉积(PVD及CVD)工艺 制备TiN 涂层,存在沉积速率低、涂层厚度过薄的缺点,可制备纳米晶TiN涂层,涂层厚度可达500µm。
等离子喷涂的前、后处理
Protal预处理:在常规的热喷涂工艺中基体需要去油和主要用金钢砂喷砂处理。Protal预处理工艺采用高能量激光束与基体表面相互作用,减少基体与熔融粒子碰撞前的氧化层和其它污染,仅10ns的短暂脉冲的使用, 使基体表面第一批原子层烧蚀而获得没有污染的表面,其工作原理如图所示。这种喷涂前预处理工艺可以在表面没有粗化处理的情况下,使涂层获得相对好的附着力。
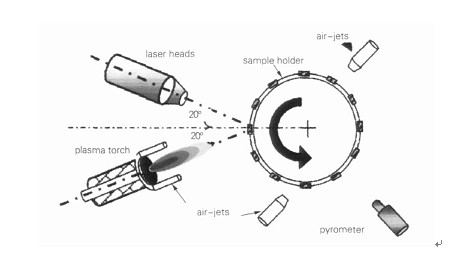
图10 Portal预处理
等离子喷涂后的处理:等离子喷涂后处理工艺的明显进步是采用激光重熔技术,利用等离子喷涂形成陶瓷涂层后,随即就对热态的喷涂陶瓷层进行激光等离子加热,其工作原理如图所示。由于等离子喷涂工艺特征决定了涂层呈层状结构,涂层内存在较高的孔隙率和亚稳相,金属/陶瓷界面上存在较大的残余应力且涂层结合强度不高,这些因素可能使涂层在使用过程中容易失稳,引起脱落失效。陶瓷涂层经激光重熔后可减少孔隙率、降低裂纹数、使陶瓷涂层中的亚稳相向稳定相转变,提高涂层的表面硬度、耐磨性以及抗热震等性能。
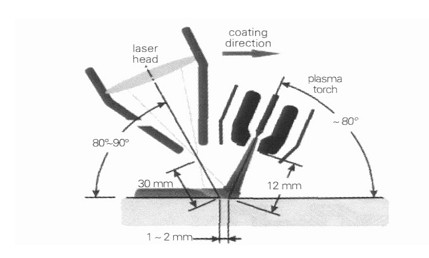
图11 激光重熔等离子喷涂示意图
㈤热喷涂技术的发展前景
我国,热喷涂技术是一门新兴的材料保护技术,因其具有工艺灵活,施工方便,适应性强,生产效率高和涂层种类多样等特点,可用于零件的修复、材料表面的防护、以及赋予材料表面新的性能等,在材料加工和材料科学的地位变得非常重要。
数据表明:1976年美国国家标准局公布:1975年全国腐蚀损失700亿美元,相当于国民经济总产值4%,磨损断裂损失每年预计1400亿美元。英国:1971年仅不列颠岛磨损为13.65英磅。瑞士:1969年仅对二百万辆汽车统计,损失5亿克朗。我国:1981年腐蚀为100.150亿元人民币,1980年对十个大化工企
业统计,腐蚀直接经济损失为3.97%。煤碳部每年磨损腐蚀为17亿元(其中磨损8亿元,腐蚀为9亿元)。冶金部1989年统计,由于磨损腐蚀所造成的损失,目前采用热喷涂技术挽回只占可节约值的6.9%。
从上述数据看,继续广泛深入地推广应用热喷涂技术,有重大的潜在社会效益和相当可观的经济效益,推广应用该项技术意义重大。





